Positionshonen
Hohe Zerspanleistung für eine verkürzte Prozesskette

Sie benutzen einen sehr veralteten Browser. Um unsere Webseite in vollem Umfang zu nutzen, bitten wir Sie, Ihren Browser auf die aktuellste Version zu aktualisieren.
Hohe Zerspanleistung für eine verkürzte Prozesskette
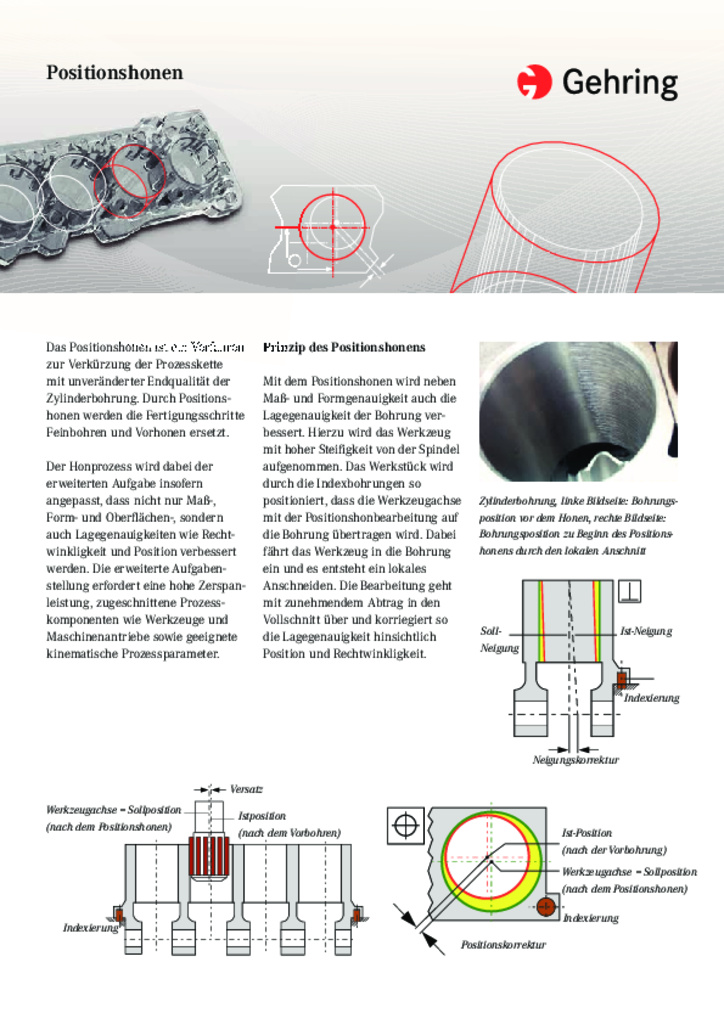
Das Positionshonen ist ein Verfahren zur Verkürzung der Prozesskette mit unveränderter Endqualität der Zylinderbohrung. Durch Positionshonen werden die Fertigungsschritte Feinbohren und Vorhonen ersetzt.
Der Honprozess wird dabei der erweiterten Aufgabe insofern angepasst, dass nicht nur Maß-, Form- und Oberflächen-, sondern auch Lagegenauigkeiten wie Rechtwinkligkeit und Position verbessert werden. Die erweiterte Aufgabenstellung erfordert eine hohe Zerspanleistung, zugeschnittene Prozesskomponenten wie Werkzeuge und Maschinenantriebe sowie geeignete kinematische Prozessparameter.
Mit dem Positionshonen wird neben Maß- und Formgenauigkeit auch die Lagegenauigkeit der Bohrung verbessert. Hierzu wird das Werkzeug mit hoher Steifigkeit von der Spindel aufgenommen. Das Werkstück wird durch die Indexbohrungen so positioniert, dass die Werkzeugachse mit der Positionshonbearbeitung auf die Bohrung übertragen wird.
Dabei fährt das Werkzeug in die Bohrung ein und es entsteht ein lokales Anschneiden. Die Bearbeitung geht mit zunehmendem Abtrag in den Vollschnitt über und korrigiert so die Lagegenauigkeit hinsichtlich Position und Rechtwinkligkeit.
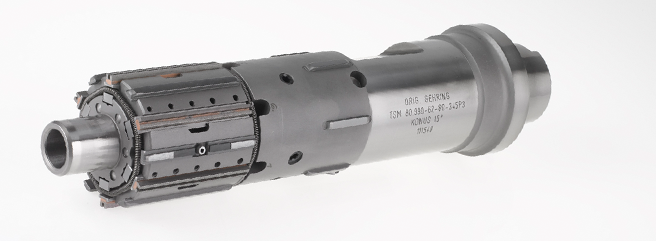
Um das Positionshonen fertigungstechnisch umsetzen zu können, bedarf es einer steifen Spindelausführung und einer festen Werkstückaufspannung.
Um die hohe Zerspanleistung zu erreichen, wird mit hoher Schnittgeschwindigkeit gearbeitet. Diamanthonleisten mit verschleißfesten Bindungen ermöglichen wirtschaftliche Standmengen. Eine Anfasschneide im Honwerkzeug stellt die Kolbenfügefase am oberen Bohrungsende her.
Wassermischbare Kühlschmierstoffe sichern eine ausreichende Wärmeabfuhr.
In der bisherigen Prozesskette folgten nach dem Vorbohren das Feinbohren sowie drei Honoperationen. Durch Positionshonen ist nun nach dem Vorbohren eine Fertigbearbeitung in drei Schritten möglich. Diese wären Positions-, Zwischen- und Fertighonen. Hierzu ist eine Bearbeitungszugabe von bis zu 0,8 mm im Durchmesser notwendig, die jedoch in den üblichen Taktzeiten von ≤ 30 s erreicht wird.
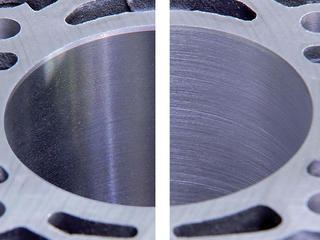
Positionshonen hat sich besonders bei der Bearbeitung von beschichteten Zylinderbohrungen mit hohem Oxidanteil und großen Härten bewährt.
Positionshonen bedeutet eine vollständige Einsparung des Feinbohrens hinsichtlich Invest- und Betriebskosten. Besonders vorteilhaft ist das Positionshonen bei der Bearbeitung von thermischen Spritzschichten, da in der konventionellen Bearbeitung mit definierter Schneide nur geringe Standmengen erreicht werden.
Beim Positionshonen hingegen wird durch Werkzeugverschleiß neue Schärfe generiert und somit hohe Standmengen erzielt. Trotz Verkürzung der konventionellen Prozesskette wird die Endqualität uneingeschränkt ermöglicht.
Unsere Baureihe powertrainhone wurde speziell auf die Bearbeitung von Motorblöcken und Zylinderlaufbuchsen optimiert. Egal ob Bearbeitung von Zylinder- oder Kurbelwellenbohrung, ob modulare Variante oder Transferstraße, wir bieten Ihnen die passende Lösung.