Diato - Schneidmittel
Drei Komponenten für die perfekte Honleiste.

Sie benutzen einen sehr veralteten Browser. Um unsere Webseite in vollem Umfang zu nutzen, bitten wir Sie, Ihren Browser auf die aktuellste Version zu aktualisieren.
Drei Komponenten für die perfekte Honleiste.
Im Hinblick auf unsere aktuellen ökologischen und wirtschaftlichen Herausforderungen wird deutlich: Die Honbearbeitung mit Diamant- oder Bornitridschneidleisten ist aus einer modernen Fertigung nicht mehr wegzudenken.
Zahlreiche Faktoren bestimmen dabei das Ergebnis der Honbearbeitung. Nur die ideale Zusammensetzung einer Honleiste und prozessgerechtes Abstimmen der einzelnen Parameter führen zum gewünschten Resultat. Hohe Fertigungsqualitäten, kurze Bearbeitungszeiten und lange Standzeiten werden so erreicht.
Die Definition einer geeigneten Honleiste ist Sache unserer Spezialisten mit langjähriger Praxiserfahrung aus unterschiedlichsten Anwendungsfällen im Bereich der Hontechnologie.
Wir finden für Sie die optimale Honleiste nicht nur für Gehring Werkzeuge, sondern auch für Werkzeuge anderer Hersteller.
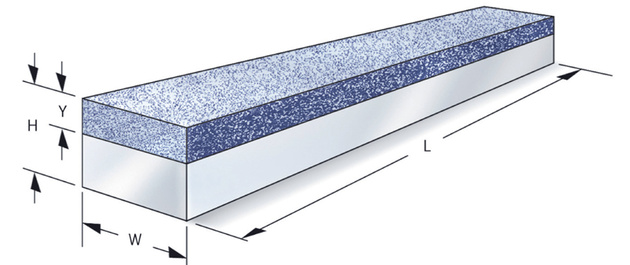
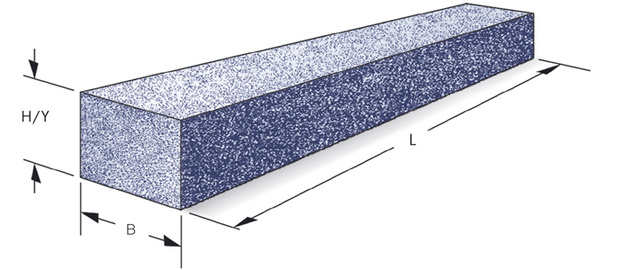
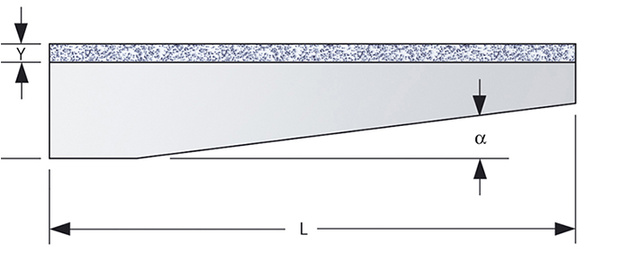
Die perfekte Honleiste besteht im Grunde aus drei verschiedenen Komponenten, welche als einheitliches Ganzes die geforderten Schneideigenschaften bieten.
Die Basis und damit wichtigster Bestandteil einer jeden Honleiste ist das Schneidmittel. Hierfür werden synthetische Diamanten oder kubisches Bornitrid (CBN) in unterschiedlichen Korngrößen verwendet. Der zweite Bestandteil ist die Metallbindung. Diese ist für den festen Halt der Schneidkristalle in der Matrix verantwortlich und gewährleistet ein gutes Verschleißverhalten in der Anwendung.
Der verkupferte Stahlfuß ist die dritte und letzte Komponente und bildet in gezogener galvanisierter Form das Trägermaterial einer jeden Leiste.