
International
- International
- EN
- DE
- USA
- EN
- China
- 中国
- EN
Sie benutzen einen sehr veralteten Browser. Um unsere Webseite in vollem Umfang zu nutzen, bitten wir Sie, Ihren Browser auf die aktuellste Version zu aktualisieren.
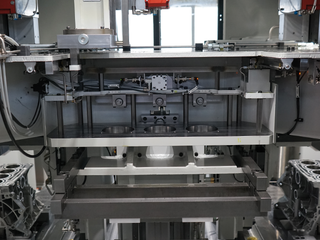
Das moderne powertrainhone Maschinensystem ist für alle bekannten Honverfahren einsetzbar. Neben der konventionellen Honbearbeitung können innovative Prozesse, wie bspw. das Formhonen abgebildet werden. Die hohen Verfahr- und Schnittgeschwindigkeiten sowie optimierten Abläufe steigern die Produktivität erheblich.
Ob als Einzelmaschine oder verkettete Produktionslinie – das modulare Konzept bietet höchste Flexibilität in der Konfiguration moderner Fertigungslösungen und ist im Footprint optimiert. Standard-Funktionsbaugruppen kombiniert mit kundenspezifischen Lösungen führen zu einem optimalen Ergebnis. Die kompakte PT-Spindeleinheit mit leistungsstarkem Hub- und Spindelantrieb verbindet Effizienz und Qualität. Sie deckt ein weites Feld an Anwendungsmöglichkeiten im Durchmesserbereich von 68 bis 105 mm ab.
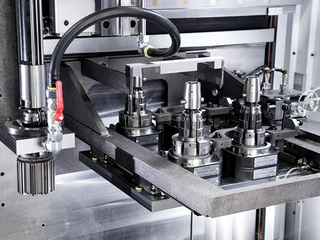
Die kompakte Spindeleinheit mit Hub- und leistungsstarkem Spindelantrieb bietet höchste Flexibilität. Mit unterschiedlichen Baugrößen wird ein weites Feld an Anwendungsmöglichkeiten im Durchmesserbereich von 68 bis 105 mm abgedeckt.
Durch ihre integrierte elektromechanische Zustellung mit Kraftmessung (EMZ-F) wird das gewünschte Ergebnis prozesssicher erreicht. Das schnelle und leistungsfähige Werkzeugwechselsystem mit seinen kurzen Wechselzeiten bietet Ihnen für unterschiedliche Werkstücktypen sowie bei Verschleiß- oder prozessbedingtem Tausch die beste Lösung.
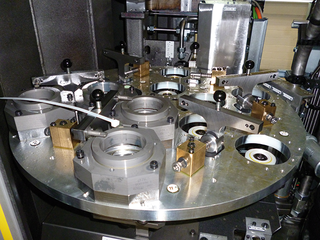
Typische Anwendungsgebiete sind alle Arten von Zylinderkurbelgehäusen. Beispielsweise können Reihen- oder V-Blöcke ebenso wie Hauptlagerbohrungen optimal bearbeitet werden.
Werkzeugwechsler:

Technische Daten | PT 600 | PT 600-X LR | Z 750-X LR | LSR 1750-1 LR |
| Hublänge (mm) | 600 | 600 | 750 | 1750 |
| Hondurchmesser (mm) | 68-105 | 68-105 | 68-105 | 45 - 75 |
| Spindeltrieb | Servomotor | Servomotor | Servomotor | Getriebemotor |
| Drehzahl, max. (m/min) | 600 | 600 | 600 | 500 |
| Hubantrieb | Kugelgewindetrieb | Kugelgewindetrieb | Kugelgewindetrieb | Kugelgewindetrieb |
| Hubgeschwindigkeit, max. (m/min) | 40 | 40 | 40 | 15 |
| Spindelabstand (mm) | 140 | 140 | 140 |
|
Technische Änderungen und Abweichungen in Ausführung und Ausstattung vorbehalten!
Technische Daten | |
| Platzbedarf (B x T x H) / (mm) | 2400 x 6200 x 3895 |
| Gewicht, netto (t) | 26 |
Werkstückbeispiel | Zylinderkurbelgehäuse |
Technische Änderungen und Abweichungen in Ausführung und Ausstattung vorbehalten!

Technische Daten | |
| Platzbedarf (B x T x H) / (mm) | 2400 x 2100 x 3600 |
| Gewicht, netto (t) | 10 |
| Werkstückbeispiel | Zylinderkurbelgehäuse |
Technische Änderungen und Abweichungen in Ausführung und Ausstattung vorbehalten!

TECHNISCHE dATEN | |
Hublänge (mm) | 600 |
| Durchmesser (mm) | 68 - 105 |
| Drehzahl, max. (1/min) | 600 |
| Drehmoment, max. | 140 |
| Hubgeschwindigkeit, max. (m/min) | 40 |
Technische Änderungen und Abweichungen in Ausführung und Ausstattung vorbehalten!

Technische Daten | |
| Hublänge (mm) | 500 |
| Durchmesser (mm) | 68 - 105 |
| Drehzahl, max. (1/min) | 2.000 |
| Drehmoment, max. (Nm) | 90 |
| Hubgeschwindigkeit, max. (m/min) | 40 |
Technische Änderungen und Abweichungen in Ausführung und Ausstattung vorbehalten!

Technische Daten | |
Platzbedarf (B x T x H) / (mm) | 2600 x 3550 x 5660 |
| Gewicht, netto (t) | 21 |
| Werkstückbeispiel | Zylinderkurbelgehäuse |
Technische Änderungen und Abweichungen in Ausführung und Ausstattung vorbehalten!

Technische Daten | |
| Hublänge (mm) | 750 |
| Durchmesser (mm) | 68 - 105 |
| Drehzahl, max. (1/min) | 450 |
| Drehmoment, max. (190Nm) | 190 |
| Hubgeschwindigkeit, max. (40 m/min) | 40 |
Technische Änderungen und Abweichungen in Ausführung und Ausstattung vorbehalten!

Die horizontale LSR (Large Scale Reaming) Einheit kann je nach Bedarf in einer modularen Maschine oder als integrierte Lösung in einer Transferstraße eingesetzt werden. Die präzise Honbearbeitung von Lagergassenbohrungen dient der Verbesserung der Form- und Lagegenauigkeit. Der angewendete Reibhonprozess zeichnet sich durch Einhaltung enger Toleranzen und einer langen Werkzeuglebensdauer aus. Daraus resultieren hohe Prozessverfügbarkeit bei niedrigen Werkzeugfolgekosten. Angetrieben mit einem Servomotor und ausgestattet mit einer elektromechanischen Zustelleinrichtung werden optimale Bearbeitungsergebnisse erreicht. Das LSR Modul kann wahlweise mit ein oder zwei Honspindeln ausgestattet und optional um einen automatischen Werkzeugwechsler ergänzt werden.
Technische Daten | |
| Platzbedarf (B x T x H) / (mm) | 2980 x 6200 x 3250 |
| Gewicht, netto (t) | 22 |
| Werkstückbeispiel | Zylinderkurbelgehäuse |
Technische Änderungen und Abweichungen in Ausführung und Ausstattung vorbehalten!

Technische Daten | Solo LV1 | Solo HV2 |
Hublänge (mm) | 600 | 600 |
| Durchmesser (mm) | 60 - 110 | 60 - 110 |
| Drehzahl, max. (1/min) | 450 | 450 |
| Drehmoment, max. (Nm) | 125 | 125 |
| Hubgeschwindigkeit, max. (m/min) | 30 | 30 |
Technische Änderungen und Abweichungen in Ausführung und Ausstattung vorbehalten!
*Genauere Informationen zu den jeweiligen Produkten erhalten Sie in unserer Broschüre, diese finden Sie am Ende der Seite.
In unseren Maschinen serienmäßig integriert ist das Gehring Connection Module (GCM) – unsere Lösung für eine hohe Konnektivität. Das Modul gewährt einen sicheren und zuverlässigen Zugang zu Ihrer Maschine. Dank VPN und LTE/UMTS wird so zu jeder Zeit ein Remote Support unserer Service-Mitarbeiter ermöglicht. Die volle Datenkontrolle bleibt dabei durchgehend bei unseren Kunden und das Modul kann jederzeit ein- oder ausgeschaltet werden.
Präzision durch Gehring Werkzeugsysteme
Präzision und Langlebigkeit zeichnen unsere Werkzeugsysteme aus. Sie garantieren größte Wirtschaftlichkeit, optimierte Oberflächen und bestmögliche Bohrungsgeometrien.
Nutzen auch Sie das optimal auf die Maschine abgestimmte Gehring Werkzeugsystem. Mehr Informationen zu unserer PT-Serie
Die Diato Honleisten, ebenfalls ein Produkt der Gehring-Gruppe, enthalten als eigentliches Schneidmaterial Diamant oder Bornitrid (cBN). Diese Schneidkristalle sind in einer harten metallischen Matrix eingebettet. Durch den Kornüberstand erfolgt die Zerspanung des Werkstoffes.
Für detaillierte Informationen zu unseren Schneidstoffen klicken Sie hier.


