强力定位珩磨
高切屑加工效率,有利于缩短过程链

高切屑加工效率,有利于缩短过程链
强力定位珩磨的目的是缩短缸体生产的加工链,还不会损失终端品质。强力定位珩磨结合了精镗和珩磨,并一步完成。
对珩磨过程进行了改变,不仅用以改善尺寸,形状和表面的精度,还用于其他延伸的任务,如垂直度和位置度等的定位精度。这些延伸的任务要求有很高的切削能力和定制的加工部件,如刀具和机械传动以及合适的动态加工参数等
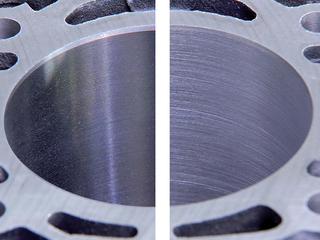
强力定位珩磨除了提高了珩孔的位置精度以外,还提高了尺寸和形状精度。正是因为这个原因,刀具需要安装有很高刚性的主轴上。工件通过定位孔进行定位,在强力定位珩磨时,孔的位置根据刀具轴位置改变。
刀具接着进入孔,并进行局部切割,随着切削量不断增加,对孔机械加工过程逐步进行全面的切割。并对切割位置和垂直度的精度进行调整。
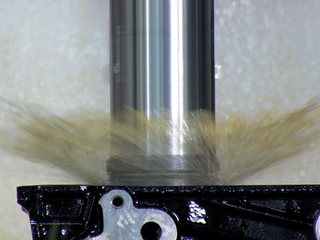
为了进行强力定位珩磨,从生产的精度来说,需要一根刚性轴,和一个固定的工件夹具。为了达到切削量,所需的切削速度大致为440m/min。
带耐磨粘结剂的金刚石珩磨石比较经济实用。在珩磨刀具内的倒角刀具可以为珩孔的上端加工倒角边缘。水溶性的冷却润滑油可以确保刀具充分的散热

到目前为止的加工链中,一般都是在粗镗以后才进行精镗,紧接着是三个珩磨操作。通过强力定位珩磨,我们现在有可能缩短把粗镗以后的加工过程缩短为3个步骤。它们是强力定位珩,半精珩和精珩。
加工余量直径方向0.8mm,节拍时间<= 30 s.
采用强力定位珩磨,可以节省整个用于精镗的投资和运行成本的费用。强力定位珩磨特别适合于对GGV的加工,当用传统的特殊切割机对其进行加工时,它的使用寿命比较短。
在强力定位珩磨中,刀具磨损后需要重新磨换刀具,以使其使用寿命比较长。除了缩短了传统的加工链以外,强力定位珩磨还保证了最终工件的加工质量。
我们的powertrainhone产品系列专为加工发动机缸体和气缸套而优化设计。无论是气缸孔还是曲轴孔,无论是模块化规格还是流水线,我们都能向您提供最合适的解决方案。