Diato - Abrasives
Three components for the perfect abrasive

You are using a very outdated browser. To make full use of our website, we recommend that you update your browser to the newest version.
Three components for the perfect abrasive
With regard to our current ecological and economic challenges, we are convinced: Honing with diamond or boron nitride abrasives is indispensable in modern production processes.
Numerous factors determine the honing result. Only with the ideal composition of the honing stone and the perfect process-orientated coordination of the single parameters, can ideal results be achieved.
Hereby, high production quality, short cycle times and longevity of the respective tools are achieved. Our specialists have had many years of practical experience in the entire field of honing technology. We can therefore ensure to define the ideal honing stones for our customers anytime.
We are able to define the ideal honing stones both for Gehring tools, and for tools from other manufacturers.
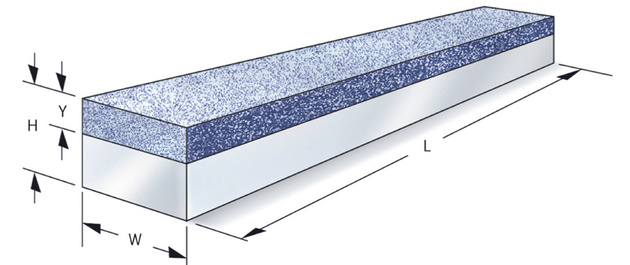
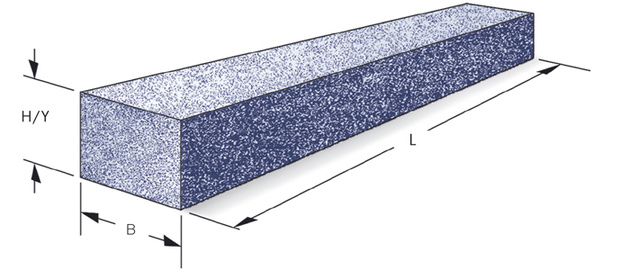
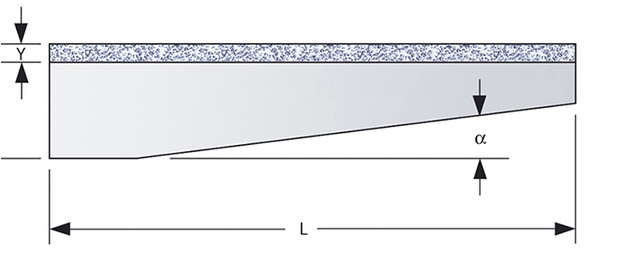
In principle, the perfect honing stone consists of three different main components, the sum of which offer the required cutting properties as a uniform whole.
The abrasive is the basis and thus the most important component of each honing stone. Synthetic diamonds or cubic boron nitride (CBN) in various grit sizes are used. The metal bonding as the second component does not only guarantee the proper adhesion of the abrasive crystals, but also excellent wear performance.
The copper-plated steel blank as the third and last component serves as the support material of each stone in a drawn, galvanized form.
At the start of the Gehring webshop, discover our solutions for your cross grinding process. Our special honing stones give you the opportunity to achieve top performance. Through our more than 90 years of experience in the field of honing, we are your suitable partner.