Laserstrukturieren
Erhabene Mikroprofile bewirken eine erhöhte Haftreibung
Sie benutzen einen sehr veralteten Browser. Um unsere Webseite in vollem Umfang zu nutzen, bitten wir Sie, Ihren Browser auf die aktuellste Version zu aktualisieren.
Erhabene Mikroprofile bewirken eine erhöhte Haftreibung
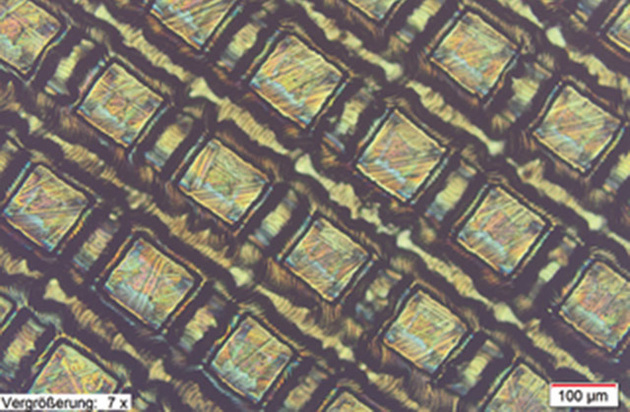
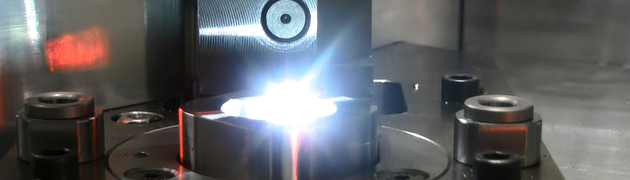
Das Laserstrukturieren wird zunehmend zum Aufrauen von Oberflächen eingesetzt. Dabei werden erhabene Mikroprofile erzeugt, welche eine möglichst hohe Haftreibung zum Gegenkörper bewirken. Der gepulste Laserstrahl wird in einem Punkt auf die Materialoberfläche fokussiert, wodurch lokal sehr hohe Intensitäten entstehen.
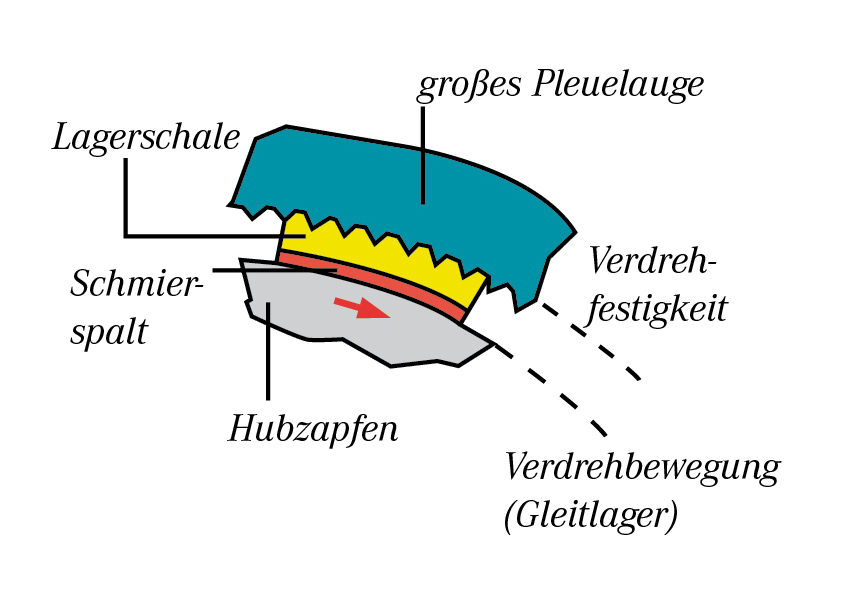
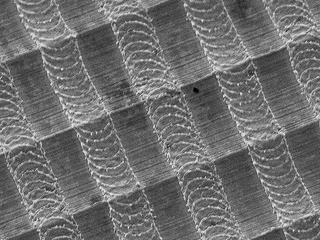
Durch den thermischen Bearbeitungsprozess wird das Material lokal und temporär in die Schmelzphase überführt. Dies führt zu Schmelzwülsten, die als Erhöhungen aus der Oberfläche herausragen. Diese einzelnen Profilpeaks bestehen daher in Schmelzgraten, die sich als erhabene Oberflächenstrukturen in ihrer Funktion als Bauteil in der Oberfläche des Gegenkörpers verkrallen und damit eine hohe Haftreibung herstellen.
Die erhabenen Profilstrukturen bewirken einen Mikroformschluss. Zwischen den Kontaktflächen entsteht daher eine hohe Haftreibung. Die erhabenen Schmelzaufwürfe bestehen bei ferritischen Werkstoffen aus martensitischem Gefüge.
Sie wirken somit aufgrund ihrer erhöhten Härte invasiv auf die Oberfläche des Gegenkörpers ein. Sie drücken sich in die weichere Außenseite des nicht strukturierten Werkstoffes, z. B. der Lagerschale ein und ermöglichen somit eine betriebssichere Kraftübertragung.
Durch das Aufrauen von technischen Oberflächen mit Haftreibungsfunktion wird eine verlustfreie verdreh -und/oder schubsichere Verbindung zwischen zwei Bauteilen geschaffen. Diese Verbindung erfüllt die Funktionsanforderungen und vereinfacht die konstruktive Gestaltung der Bauteile.
Darüber hinaus werden reibungserhöhende Zwischenstoffe wie z.B. Diamantfolien substituiert und die Herstellungskosten weiter reduziert.
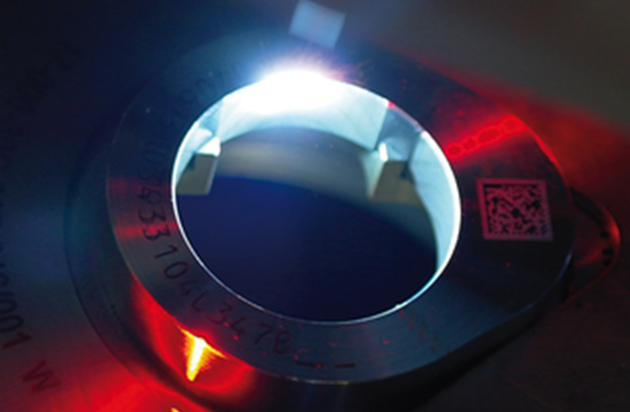
Zur Industrialisierung des Laserstrukturierens wurden Anlagen entwickelt, die mit hoher Prozesssicherheit in modernen Produktionslinien arbeiten. Als Strahlquellen werden gütegeschaltete Festkörperlaser mit Galvo-Scanneroptik eingesetzt, die üblicherweise beim Beschriften und Markieren von Oberflächen Anwendung finden. Zur Reduzierung der Taktzeit können auch mehrere Strahlquellen angeordnet sein. Die Anordnung erfolgt je nach Bearbeitungsaufgabe. Bei der Strukturierung von Bohrungsabschnitten fallen die Strahlen schräg in die Bohrung ein. Bei der Bearbeitung von direkt zugänglichen Flächen kann die Strahlführung normal zur Bearbeitungsfläche erfolgen.
Unsere neuen Laser Center Anlagen bieten Ihnen die passende Maschine für das Strukturieren von Pleuel, Nocken, Kettenrädern oder anderen Bauteilen. Diese bieten Ihnen eine hohe Prozessicherheit in Ihrer Produktionslinie.
Laser Structure